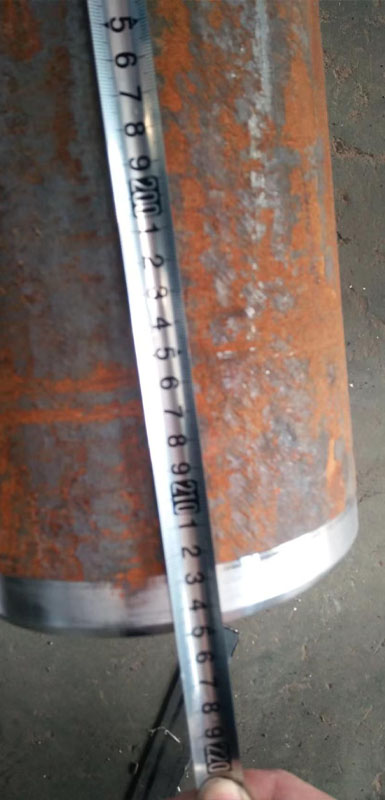
Requisito de alta rectitud ± 0,05/2125 mm del orificio de perforación
En diciembre de 2019, un cliente de Corea del Sur preguntó acerca de una máquina perforadora y mandrinadora de agujeros profundos, que requería que el diámetro del agujero de perforación fuera de 90 mm y el diámetro del agujero después de la perforación final fuera de 97,5 mm.Y la longitud de la pieza de trabajo es de 2125 mm.Sin embargo, el requisito de rectitud del orificio interior después del procesamiento es muy alto, debe alcanzar ± 0,05 en la longitud total.El cliente no acepta el proceso de bruñido.De acuerdo con los requisitos de alta rectitud del cliente, sugerimos preparar dos piezas de trabajo con material de acero 45# de acuerdo con los requisitos del cliente y afirmar que las piezas de trabajo necesitan tratamiento térmico después de la perforación para garantizar la rectitud después de la perforación.Debido a que el taladrado y el tratamiento térmico llevan mucho tiempo, le pedimos al cliente que venga a nuestra empresa para verificar la precisión del mecanizado y detectar la rectitud final durante los dos últimos procesos de mandrinado de semiacabado y mandrinado de acabado.Se sugiere que el método de prueba para determinar la rectitud del orificio después del mecanizado es hacer una varilla de prueba estándar con una longitud de 500 mm, cuya superficie exterior fue rectificada hasta el estándar de rectitud, y el diámetro exterior de esta varilla de prueba estándar es de 97,43 mm, si este palo estándar puede pasar a través del orificio sin problemas, lo que significa que la precisión del orificio alcanza el requisito y el cliente acepta esta medida.Finalmente, después de que las piezas de prueba fueran procesadas por nuestra máquina taladradora y mandrinadora de agujeros profundos T2120 / 3000mm, se calificó la precisión de la rectitud.El cliente ordenó con éxito la máquina y la entregó en mayo de 2020.